事業紹介
ブラストマシンとは?
始まり
元々米国の砂漠地帯において砂嵐が起こった後、 建物の窓ガラスの艶が消える、又は霜が覆った様になります。
そして、ガラスの保護を目的として金網を設ければ、 ガラスに金網の模様がつくと言うことに着目しました。
B.C.チルマンが1870年に砂吹き機械を考案したことにブラスト技術の始まりがあります。

研掃材(投射材)
被ブラスト加工材に吹き付けられる研掃材(投射材)は砂、鋳鉄、鋳鋼、鋼線、アルミナ、アルミ、亜鉛、銅、及びそれらの合金と樹脂(プラスチック)、胡桃殻等多岐にわたります。
当初は砂が最も多く使われていましたが、作業者の健康上の問題(じん肺)等の環境面のも問題から、現在は鉄系の研掃材(投射材)が多く使われています。
又、昨今は研掃材(投射材)の製造技術も発達し、表面処理としてブラスト加工を採用される部材が多種多様となったため、様々な素材の研掃材(投射材)が使われています。ブラスト加工における技術の要素として研掃材(投射材)の選定は最も大きな要素の一つです。
投射方式について
投射方式は大きく分けると二つあります。
一つめはコンプレッサーエアーを利用した投射方式です。
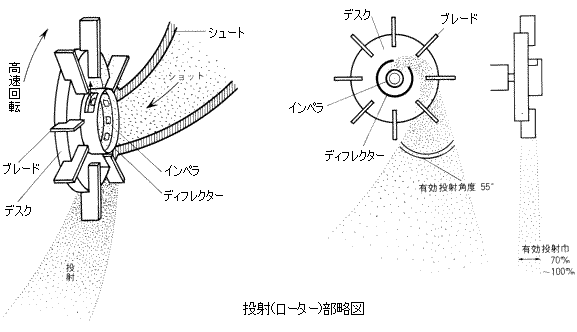
二つめは機械(インペラー)式のモーターの回転運動を利用した投射方式です。
これらの方式には各々長所と短所が有ります。
| コンプレッサーエアー式 | 機械(インペラー)式 | |
|---|---|---|
| 長 所 |
1. 研掃材の投射スピードが早い。 2. 投射方向が指向性を持っている。(直線的にピンポイント投射が可能) 一般的には機械式に比べて1/5~1/10の効率と言われています) |
1. 投射のエネルギー効率が良い。(モーターの回転力をダイレクトに使い投射を行う為) 2. 幅広い投射が可能である。対象物全体を均一にブラストすることが可能である。 |
| 短 所 |
1. 投射のエネルギー効率が悪い。(電気エネルギーを圧縮エアーのエネルギーに変換して投射を行う為。 一般的には機械式に比べて1/5~1/10の効率と言われています) |
1. 投射の方向性の制御が困難であり、必要外の部位を投射してしまう。 |
参考文献 『ブラストマシン』
著者 H.J.プラスター
訳者 工学博士 廣瀬正吉・前田理一 1993.6.30 理工学社 発行
その他どのようなことでも結構です。
ブラストに関してご不明な点が有れば、是非お問合せください。